
 铁路设备
铁路设备 运转设备
运转设备 钻采设备
钻采设备 喷浆支护
喷浆支护 提升设备
提升设备 防爆电器
防爆电器 矿用电气
矿用电气 通防设备
通防设备 救援设备
救援设备 化工设备
化工设备 路面建筑
路面建筑 园林机械
园林机械 节能环保设备
节能环保设备 电机
电机")








矿用W钢带(MT/T 861—2000标准)说明书
矿用W钢带(MT/T 861—2000标准)
矿用W钢带(MT/T 861—2000标准)|矿用w钢带规格|w钢带价格|w钢带厂家
中华人民共和国煤炭行业标准
MT/T 861—2000矿用W型钢带
1.1范围
本报准规定了煤矿用W型钢带(以下简称W型钢带)的定义、产品分类、技术要求、试验方法、检验规则以及标志、包装、运输和贮存。
本标准适用于可冷加工变形的冷轧或热轧纵切钢卷板或钢带在连续辊压式或冲压式冷弯组上生产的W型钢带。

本标准采用以下定义。
1.2.1W型钢带W-section steel straps for coal mine
煤矿巷道组合锚杆用W型带支护构件。
1.2.2破断力breaking force
试件进行拉力试验时所承受的最大拉力值。
1.3产品分类
1.3.1产品型号
W□□ / □
主参数:钢带厚度,mm
主参数:钢带宽度,mm
特征代号:X(小孔径);D(大孔径)
产品类代号:W(W型钢带)
示例:WX280/3.0 表示具有小孔径的钢带,其宽度为280mm,钢带厚度为3.0mm。
1.3.2产品规格
1.3.2.1截面形状及标注符号
W钢带的截面形状及标注符号见图1。
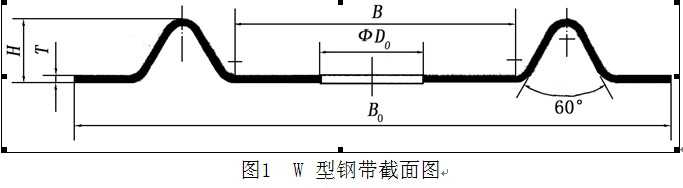 图1 W 型钢带截面图
图1 W 型钢带截面图1.3.2.2规格、尺寸及允许偏差
1.3.2.2.1W 型钢带的规格、截面尺寸及允许偏差应符合表1 的规定。
表2 W 钢带截面尺寸及允许偏差
| 型号 | 宽度 | 厚度 | 托宽 | 高度 |
孔径 D0 mm |
破断力 F kN |
重量 Kg/m |
||||
|
B0 mm |
允许偏差 mm |
T mm |
允许偏差 mm |
B mm |
允许偏差 mm |
H mm |
允许偏差 mm |
||||
| WX280/3.0 | 280 | ±2.5 | 3.0 | ±0.22 | 155.6 | ±2.0 | 23.5 | ±1.5 | 34 | ≥315 | 7.35 |
| WX280/2.8 | 280 | 2.8 | 23.3 | ≥294 | 6.86 | ||||||
| WX280/2.5 | 280 | 2.5 | ±0.21 | 23.0 | ≥263 | 6.12 | |||||
| WX280/2.2 | 280 | 2.2 | ±0.20 | 22.7 | ≥231 | 5.39 | |||||
| WX250/3.0 | 250 | 3.0 | ±0.22 | 135.7 | 23.5 | ≥281 | 6.65 | ||||
| WX250/2.8 | 250 | 2.8 | 23.3 | ≥263 | 6.20 | ||||||
| WX250/2.5 | 250 | 2.5 | ±0.21 | 23.0 | ≥234 | 5.54 | |||||
| WX250/2.2 | 250 | 2.2 | ±0.20 | 22.7 | ≥206 | 4.87 | |||||
| WX220/3.0 | 220 | ±2.0 | 3.0 | ±0.22 | 115.8 | ±2.0 | 23.5 | ±1.5 | 34 | ≥250 | 5.99 |
| WX220/2.8 | 220 | 2.8 | 23.3 | ≥233 | 5.59 | ||||||
| WX220/2.5 | 220 | 2.5 | ±0.21 | 23.0 | ≥208 | 4.99 | |||||
| WX220/2.2 | 220 | 2.2 | ±0.20 | 22.7 | ≥183 | 4.39 | |||||
| WX180/3.0 | 180 | 3.0 | ±0.22 | 105.7 | 23.5 | ≥216 | 5.29 | ||||
| WX180/2.8 | 180 | 2.8 | 23.3 | ≥202 | 4.94 | ||||||
| WX180/2.5 | 180 | 2.5 | ±0.21 | 23.0 | ≥180 | 4.41 | |||||
| WX180/2.2 | 180 | 2.2 | ±0.20 | 22.7 | ≥158 | 3.89 | |||||
| WD280/3.0 | 280 | ±2.5 | 3.0 | ±0.22 | 155.6 | ±2.0 | 23.5 | ±1.5 | 44 | ≥304 | 7.35 |
| WD280/2.8 | 280 | 2.8 | 23.3 | ≥284 | 6.81 | ||||||
| WD280/2.5 | 280 | 2.5 | ±0.21 | 23.0 | ≥253 | 6.12 | |||||
| WD280/2.2 | 280 | 2.2 | ±0.20 | 22.7 | ≥223 | 5.39 | |||||
| WD250/3.0 | 250 | 3.0 | ±0.22 | 135.7 | 23.5 | ≥270 | 6.65 | ||||
| WD250/2.8 | 250 | 2.8 | 23.3 | ≥252 | 6.20 | ||||||
| WD250/2.5 | 250 | 2.5 | ±0.21 | 23.0 | ≥225 | 5.54 | |||||
| WD250/2.2 | 250 | 2.2 | ±0.20 | 22.7 | ≥198 | 4.87 | |||||
| WD220/3.0 | 220 | ±2.0 | 3.0 | ±0.22 | 115.8 | ±2.0 | 23.5 | ±1.5 | ≥239 | 5.99 | |
| WD220/2.8 | 220 | 2.8 | 23.3 | ≥223 | 5.59 | ||||||
| WD220/2.5 | 220 | 2.5 | ±0.21 | 23.0 | ≥199 | 4.99 | |||||
| WD220/2.2 | 220 | 2.2 | ±0.20 | 22.7 | ≥175 | 4.89 | |||||
| WD180/3.0 | 180 | 3.0 | ±0.22 | 105.7 | 23.5 | ≥205 | 5.29 | ||||
| WD180/2.8 | 180 | 2.8 | 23.3 | ≥191 | 4.94 | ||||||
| WD180/2.5 | 180 | 2.5 | ±0.21 | 23.0 | ≥171 | 4.41 | |||||
| WD180/2.2 | 180 | 2.2 | ±0.20 | 22.7 | ≥150 | 3.89 | |||||
2.1.1.1.1W型钢带的定尺长度一般为2000 ~5000mm ,倍尺长度为8000~1300mm ,长度允许偏差应符合表2 的规定。
表3 W型钢带的长度及允许偏差
| 定尺精度 | 长度,mm | 允许偏差,mm |
| 普通定尺 | >4000 |
+30 0 |
| 精切定尺 | 3000~4000 |
+20 0 |
| <300 |
+10 0 |
3.1.1.1.1经双方协议,可供应其它定尺或倍尺长度的W型钢带。
3.1.1.2W 型钢带锚杆孔孔距及允许偏差
3.1.1.2.1W 型钢带两端部锚杆孔孔心距钢带端部的距离为150mm±5mm。
3.1.1.2.2W 型钢带锚杆孔孔间距可为600mm±5mm、700mm±5mm、800mm±5mm、900mm±5mm 和I000mm±5mm。
3.1.1.2.3经双方协议,亦可供应其它孔间距的产品。
3.1.1.3W 型钢带的外形
3.1.1.3.1W 型钢带的纵向弯曲度,每米不得大于3mm。
3.1.1.3.2W 型钢带不得有明显扭转。
3.1.1.3.3W 型钢带的端部应切得正直,由切断造成的较小变形允许存在。
专业生产W/M钢带:
3.2技术要求
3.2.1材料
制造W 型钢带的材料力学性能应符合表3。
表4
|
屈服点σs N/mm2 |
抗拉强度σb N/mm2 |
延长率δs % |
| ≥235 | 375~500 | ≥20 |
4.1.1力学性能
W 型钢带的破断力应不低于表1 的规定。
4.1.2表面质量
4.1.2.1W 型钢带表面不得有气泡、裂纹、结疤、折叠、夹杂、毛刺和端面分层。允许有不大于公称厚度10%的凹坑、凸起、压痕、发纹、擦伤和压入的氧化铁皮。
4.1.2.2W 型钢带表面缺陷允许用修磨方法清理,但清理深度不得超过公称厚度的10%。
4.1.2.3W 型钢带接头对焊焊缝处不得有开焊、搭焊、烧穿及严重错位,焊缝处的毛刺应予清除。
4.2试验方法
4.2.1一般要求
4.2.1.1用于检测W 型钢带的仪器仪表设备应定期送计量归口单位进行标定。
4.2.1.2测量精度为C 级:试验机精度不低于2 级。
4.2.2几何尺寸
4.2.2.1W型钢带尺寸应在距端部不小于150mm 处测量。
4.2.2.2W型锅带的几何尺寸用钢卷尺、钢板尺及游标卡尺量侧;W型钢带平面部分长度方向的弯曲度用平台检查,结果应符合3.2.2、、3.2.3、3.2. 4的规定。弯曲角区域的壁厚不作考核。
4.2.3力学性能
4.2.3.1试件长度为2000mm。
4.2.3.2试验时将试件两端分别装到卧式拉力试验机的左右夹具上,夹头端面定标距不小于400mm,并应使试件中心线与拉力试验机夹具中心线保持一致。试件中至少有一个锚杆孔位于定标距中部。试验加载速度不大于30kN/min,直至试件断裂。
4.2.3.3记录最大拉力值,结果应符合4.2的规定。
4.2.4表面质量
用目测检查外观质量,结果应符合4 . 3 的规定。
4.3检验规则
4.3.1检验分类
W型钢带的产品检验分出厂检验和型式检验。出厂检验由生产单位质量检验部门进行,型式检验由产品质量监督机构或主管部门指定的单位进行。出厂检验和型式检验项目见表4.
专业生产W/M钢带:
表5 出厂检验和型式检验项目
| 序号 | 检测项目 | 技术要求 | 试验方法 | 检验类别 | |
| 出厂 | 型式 | ||||
| 1 |
几何尺寸 |
3.2.2.1 | 5.2 | √ | √ |
| 3.2.2.2 | 5.2 | √ | × | ||
| 3.2.3 | 5.2 | √ | √ | ||
| 3.2.4 | 5.2 | √ | √ | ||
| 2 | 力学性能 | 4.2 | 5.3 | × | √ |
| 3 | 表面质量 | 4.3 | 5.4 | √ | √ |
| 注:“√”表示该项目为检验项目,“×”表示该项目为非检验项目。 | |||||
5.1.1出厂检验
5.1.1.1抽样方法
每批重量不大于50吨,从中抽样10根,进行出厂项目检验。
5.1.1.2判定规则
在抽取的试件中,如有一项检验不合格,应加倍抽样,重新检验,如仍不合格,则判定该批产品为不合格。
5.1.2型式检验
5.1.2.1有下列情况之一时,产品应进行型式检验;
a)每批钢材进库无钢厂质量合格检验单或对该批钢材质量有异议时;
b)新产品试制;
c)正式生产时,每年进行一次;
d)产品停产一年后,恢复生产时;
e)产品质量监督机构提出要求时。
5.1.2.2抽样方法:
从产品中抽取5根试件进行型式检验。
5.1.2.3判定规则:
在试件检验中,如表4第2项不合格,则判定为不合格,如其它项目有一项不合格,应加倍抽样对该项重新检验,如仍不合格,则判定型式检验不合格。
5.2包装、标志、质量证明书
5.2.1包装
W型钢带一般采用捆扎包装交货,每捆应由同一批号的W 型钢带组成。每捆的最大重量应符合表5 的规定。
表6 W钢带包装重量
|
W型钢带每米理论重量 kg/m |
每捆最大重量 t |
| <5 | 2 |
| 5~10 | 3 |
6.1.1.1成捆包装的W型钢带一端需放置整齐,短尺W型钢带应单独包装。
6.1.1.2W型钢带应用包装用钢带、低炭钢丝或扎箍捆扎牢固。W 型钢带长度小于5m时扎3处;5~10m时扎4 处;大于10m 时扎5处。端扎距离、齐端的距离不大于lm。
6.1.2标志
6.1.2.1捆扎的W型钢带应挂有二个以上的标牌,也可用粘贴标签或其他方法进行标志。标牌上面注明供方标记、钢号、产品规格、产品标准号、重量、条数、制造日期和质量检查部门的印记。
6.1.2.2散装交货的W型钢带应在其近端部表面上印有标记,标记应清晰明显,不易脱落。上面注明供方标记、产品规格、钢号、批号、产品标准号、制造日期和质量检查部门的印记。
6.1.3质量证明书
6.1.3.1每批交货的W型钢带应附证明该批产品符合标准要求及订货合同的质量证明书。
6.1.3.2质量证明书上应注明:
a)供方名称;
b)需方名称;
c)合同号;
d)钢号;
e)批号和重量;
f)产品名称和规格;
g)技术监督部门印记;
h)标准编号;
i)检验出厂日期。
是国内知名矿用W钢带(MT/T 861—2000标准)生产厂家,有丰富的经验为客户提供高品质的矿用W钢带(MT/T 861—2000标准)及完善的售后服务,如果您想了解最新矿用W钢带(MT/T 861—2000标准)价格或者更详细信息,欢迎拨打服务热线:![]() 13280082001 18605374511.或者联系在线客服:
13280082001 18605374511.或者联系在线客服: 点击这里、立刻咨询;我们携程为您服务!
点击这里、立刻咨询;我们携程为您服务!
常见问题:矿用W钢带(MT/T 861—2000标准)发货时间? 矿用W钢带(MT/T 861—2000标准)售后保障? 矿用W钢带(MT/T 861—2000标准)订货需要提供什么信息?
产品标签:矿用W钢带(MT/T 861—2000标准)|
矿用w钢带规格|w钢带价格|w钢带厂家
|
上一篇:SYB系列手动脚踏单双油路液压泵
下一篇:树脂结合剂抛光盘












