
|
工矿信息
|
钢筋焊接及验收规程最新版标签:关注:2649 ℃<发布时间:2014-11-11
山东
是知名道岔厂家,专业生产:往复式给煤机,恒阻器,煤矿道岔,铁路道岔.道岔型号齐全,价格实在!Tel:13280082001. JGJ18-2012《钢筋焊接及验收规程》 钢筋焊接的规范要求 焊接钢筋的质量验收内容和标准 E.1 钢筋闪光对焊接头 E.1.1 批量规定:在同一台班内,由同一焊工按同一焊接参数完成的300个同类型(指钢筋级别和直径均相同的接头)接头作为1批。一周内连续焊接时可以连续计算,一周内累计不足300接头时,亦按1批计算 E.1.2 外观检查:每批抽查10%的接头,并不得少于10个。 E.1.3 焊接等长的预应力钢筋(包括螺丝端杆与钢筋)时,可按生产时同等条件制作模拟试件。 E.1.4 螺丝端杆接头可只做拉伸试验。 1)接头处不得有横向裂纹。 2)与电极接触的钢筋表面,对Ⅰ级钢筋、HRB335、HRB400钢筋,不得有明显烧伤;对HRB500钢筋不得有烧伤;低温对焊时,对HRB335、HRB400、HRB500钢筋,不得有烧伤。 3)接头处的弯折不得大于4°。 4)接头处的钢筋轴线偏移不得大于0.1倍的钢筋直径,同时不得大于2mm。 当有一个接头不符合要求时,应对全部接头进行检查,剔出不合格品。不合格接头切除重焊后,可再次提交验收。 E.1.5 力学性能试验:包括拉伸试验和弯曲试验。应从每批成品中切取6个试件,3个进行拉伸试验,对比一下 3个进行弯曲试验。试验结果应符合下列要求: 1)3个热轧钢筋接头试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度;余热处理Ⅲ级钢筋接头试件的抗拉强度均不得小于HRB400钢筋的抗拉强度。 2)应至少有2个试件断于焊缝之外,并呈延性断裂。 当试验结果有1个试件的抗拉强度小于上述规定值,或有2个试件在焊缝或热影响区发生脆性断裂时,应再取6个试件进行复验,复验结果,当仍有1个试件的抗拉强度小于规定值时,或有3个试件断于焊缝或热影响区,呈脆性断裂,应确认该批接头为不合格品。 3)预应力钢筋与螺丝端杆闪光对焊接头拉伸试验结果,3个试件应全部断于焊缝之外,呈延性断裂。 4)模拟试件的试验结果不符合要求时,应从成品中再切取试件进行复验,其数量和要求应与初始试验时相同。 5)闪光对焊接头弯曲试验时,应将受压面的金属毛刺和镦粗变形部分消除,且与母材的外表齐平。 弯曲试验可在万能试验机、手动或电动液压弯曲试验器上进行,焊缝应处于弯曲中心点,弯心直径和弯曲角应符合附表E-2-1的规定,当弯至90°,至少有2个试件不得发生破断。 附表E-2-1 闪光对焊接头弯曲试验指标 钢筋级别 弯心直径 弯曲角(°) 钢筋级别 弯心直径 弯曲角(°) Ⅰ级 2D 90 HRB400 5D 90 HRB335 4D 90 HRB500 7D 90 注:1.d为钢筋直径(mm) 2.直径大于28mm的钢筋对焊接并没有,弯曲试验时弯心直径应增加1倍钢筋直 径。 当试验结果有2个试件发生破断时,应再取6个试件进行复验,复验结果,当仍有3个试件发生破断,应确认该批接头为不合格品。 E.2 钢筋电弧焊接头 E.2.1 批量规定:以300个同类型接头为1批,不足300个时仍作为一批。 E.2.2 外观检查:应在接头清渣后逐个进行目测或量测,检查结果应符合下列要求: 1)焊缝表面平整,不得有较大的凹陷、焊瘤。 2)接头处不得有裂纹。 3)咬边深度,气孔、夹渣的数量和大小以及接头偏差,不得超过附表E-2-2所规定的数值。 附表E-2-2 钢筋电弧焊接头尺寸偏差及缺陷允许值 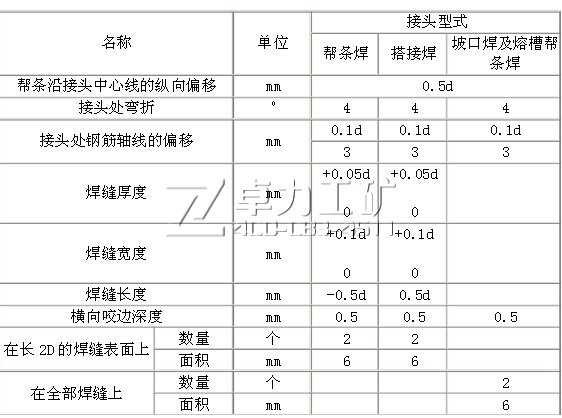 模拟试件数量和要求应与从成品中切取时相同,当模拟试件试验结果不符合要求时,复验应再从成品中切取,其数量和要求应与开始试验时相同。 E.3 焊接骨架和焊接网片 E.3.1 焊接骨架和焊接网片应按下列规定进行质量检验: 1)外观检查应按同一类型制品分批抽验,一般制品每批抽查5%;梁柱、骨架等重要制品每批抽查10%;均不得少于3件。 2)强度检验时,试件应从每批成品中切取。切取过试件的制品,应补焊取试件的尺寸不能满足试验要求或受力钢筋直径大于8mm时,可在生产过程中焊接试验用网片,从中切取试件,试件尺寸见附图E-2-1。 附图E-2-1 钢筋焊接试验试件(尺寸单位:mm) a)焊接网片试验简图 b)钢筋焊点抗剪试件 c)钢筋焊点拉伸试件 3)热轧钢筋焊点应做抗剪试验,试件为3件;冷拔碳钢丝焊点,除做抗剪试验外,还应对较小钢丝做抗拉伸试验,试件各为3件。 4)焊接制品由几种钢筋组合时,每种组合均做强度试验。 5)凡钢筋级别、直径及尺寸均相同的焊接制品,即为同一类制品,每200件为1批。 E.3.2 焊接骨架和焊接网片的外观质量检查,应符合下列要求: 1)焊点外溶化金属均匀。 2)热轧钢筋点焊时,压入深度为较小钢筋直径的30%-45%;冷拔低碳钢丝点焊时,压入深度为较小钢丝直径的30%-35%。 3)焊点无脱落、漏焊、裂纹、多孔性缺陷及明显的烧伤现象。 焊接骨架的长度、宽度的允许偏差见现行《公路工程质量检验评定标准》(JTG F80/1-2004)的要求。当外观检查结果不符合上述要求时,则逐件检查,并剔出不合格品。对不合格品经整修后,可再次提交验收。 E.3.3 焊点的抗剪试验结果应符合附表E-2-3规定的数值。拉伸试验结果不得小于冷拔低碳钢丝乙级规定的抗压强度。 附表E-2-3 钢筋焊点抗剪指标(N) 钢筋级别 较小一根钢筋直径(mm) 3 4 5 6 6.5 8 10 12 14 Ⅰ级 6640 7800 HRB335 冷拔低碳钢丝 2530 4490 7020 试验结果,如1个试件达不到上述要求,则取双倍数量的试件进行复验,复验结果,若仍有1个试件不能达到上述要求,则该批制品即为不合格品。 对于不合格品,经采取加固处理后,可再次提交验收。 当模拟试件试验结果达不到规定要求,复验试件应从成品中切取,试件数量和要求应与初始试验时相同。 焊接网片的质量验收内容和标准应符合现行《钢筋焊接及验收规程》(JGJ18)的规定。 E.4 预埋件钢筋T形接头 E.4.1 预埋件钢筋T形接头的外观检查,应从同一台班内完成的同一类型预埋件中抽查10%,且不得少于10件。 E.4.1 当进行力学性能试验时,应以300件同类型预埋件作为1批。 一周内连续焊接时,可累计计算。当不足300件时,亦应按1批计算。应从每批预埋件中随机切取3个试件进行拉伸试验,试件的钢筋长度应大于或等于200mm,钢板的长度和宽度均应大于或等于60mm(附图E-2-2)。 E.4.3 预埋件钢筋手工电弧焊接头外观检查结果应符合下列要求: 1)当采用Ⅰ级钢筋时,角焊缝焊脚K不得小于钢筋直径的0.5倍;采用HRB335钢筋时,焊脚K不得小于钢筋直径的0.6倍。 2)穿孔塞焊焊缝表面平顺,局部下凹不得大于1mm。 3)焊缝不得有裂纹。 4)焊缝表面不得有3个直径大于1.5mm的气孔。 5)钢筋咬边深度不得超过0.5mm。 6)钢筋相对钢板的直角偏差不得大于4°。 7)钢筋间距偏差不应大于10mm。 E.4.4 预埋件钢筋埋弧压力焊接头外观检查结果应符合下列要求: 1)四周焊包凸出钢筋表面的高度应符合如下要求: 敲去渣壳,四周焊包应较均匀,凸出钢筋表面的高度应大于或等于4mm(附图E-2-3)。 附图E-2-2 预埋件T形接头拉伸试件 附图E-2-3 预埋件钢筋埋弧压力焊接头 2)钢筋咬边深度不得超过0.5mm。 3)与钳口接触外钢筋表面应无明显烧伤。 4)钢板应无焊穿,根部应无凹陷现象。 5)钢筋相对钢板的直角偏差不得大于4°。 6)钢筋间距偏差不应大于10mm。 E.4.5 预埋件外观检查结果,当有1个接头不符合上述要求时,应逐个进行检查,并剔出不合格品。不合格接头经焊补后可提交二次验收。 E.4.6 预埋件钢筋T形接头3个试件拉伸试验结果,其抗拉强度应符合下列要求; 1)Ⅰ级钢筋接并没有均不得小于350MPa。 2)HRB335钢筋接头均不得小于490MPa。 当试验结果有1个试件的抗拉强度小于规定值时,应再取6个试件进行复验,复验结果,当仍有1个试件的抗拉强度小于规定值时,应确认该批接头为不合格品。对于不合格品采取补强焊接后,可提交二次验收。 E.5 电渣压力焊 E.5.1 接头质量检查 电渣压力焊接头应逐个进行外观检查。定做力学性能试验时,从每批接头中随机切取3个试件做拉伸试验。 1)在一般构筑物中,以300个同级别钢筋接头作为一批。 2)在现浇钢筋混凝土结构中,每一施工区段中以300个同级别钢筋接头作为1批,不足300个接并没有仍作为1批。 E.5.2 外观检查质量要求 电渣压力焊接头外观检查结果应符合下列要求: 1)接头焊毕,应停歇适当时间,才可回收焊剂和卸下焊接夹具。敲去渣壳,四周焊包应较均匀,凸出钢筋表面的高度至少4mm,确保焊接质量,见附图E-2-4。 附图E-2-4 钢筋电渣压力焊接头 2)电极与钢筋接触处,无明显的烧伤缺陷。 3)接头处的弯折角不大于4°。 4)接头外的轴线偏移不超过0.1倍钢筋直径,同时不大于2mm。 外观检查不合格的接头应切除重焊,或采取补强措施。 E.5.3 拉伸试验质量要求 电渣压力焊接头拉伸试验结果,3个试件的抗拉强度均不得低于该级别钢筋规定的抗拉强度值。 当试验结果有1个试件的抗拉强度低于规定指标,应取6个试件进行复验,复验结果,若仍有1个试件的抗拉强度低地规定指标,该批接头为不合格品。 E.6 气压焊 E.6.1 接头质量检查 气压焊接头应逐个进行外观检查。当进行力学性能试验时,应从每批接头中随机切取3个接头做拉伸试验。在梁、板的水平钢筋连接中,应另取3个接头做变曲试验,且应按下列规定抽取试件:以300个接头作为一批,不足300个接头仍作为1批。 E.6.2 外观检查质量要求 气压焊接头外观检查结果应符合下列要求: (1)偏心量E不得大于钢筋直径的0.15倍,同时不得大于4mm,见附图E-2-5a)。当不同直径钢筋相焊接时,按较小钢筋直径计算。当超过限量时,应切除重焊。 (2)两钢筋轴线弯折角不得大于4°。当超过限量时,应重新加热矫正。 (3)镦粗直径DE不得小于钢筋直径的1.4倍,见附图E-2-5b)当小于此限量时,应重新加热镦粗。 (4)镦粗长度le不得小于钢筋直径的1.2倍,且凸起部分平缓圆滑,见附图E-2-5c)。当小于此限量时,应重新加热镦长。 (5)压焊面偏移dh不得大于钢筋直径的0.2倍,见附图E-2-5d)。 附图E-2-5 钢筋气压焊接头外观质量图解 a)偏心量;b)镦粗直径;c)镦粗长度;d)压焊面偏移 E.6.3 拉伸试验质量要求 气压焊接头拉伸试验结果,3个试件的抗拉强度均不得低于该级别钢筋规定的抗拉强度值,并断于压焊面之外,呈延生断裂。若有1个试件不符合要求时,应切取6个试件进行复验,复验结果,若仍有1个试件不符合要求,该批接头为不合格品。 E.6.1 弯曲试验质量要求 气压焊接头弯曲试验时,应将试件受压面的凸起部分除去,与钢筋外表面齐平。 弯心直径应符合附表E-2-4的规定。 附表E-2-4 气压焊接头弯曲试验弯心直径 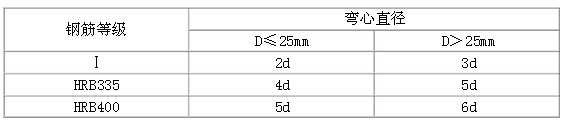 弯曲试验可在万能试验机、手动或电动液压弯曲试验器上进行,压焊面应处在弯曲中心点,弯至90°,3个试件均不得在压焊面发生破断。 当试验结果有1个试件不符合要求,应切取6个试件进行复验,复验结果,若仍有1个试件不符合要求,该批接头为不合格品。 【打印本页】
|

扫一扫 获取联系方式
热线:13280082001 曹
 铁路设备
铁路设备 运转设备
运转设备 钻采设备
钻采设备 喷浆支护
喷浆支护 提升设备
提升设备 防爆电器
防爆电器 矿用电气
矿用电气 通防设备
通防设备 救援设备
救援设备 化工设备
化工设备 路面建筑
路面建筑 园林机械
园林机械 节能环保设备
节能环保设备 电机
电机
